Содержание материала
Разметка
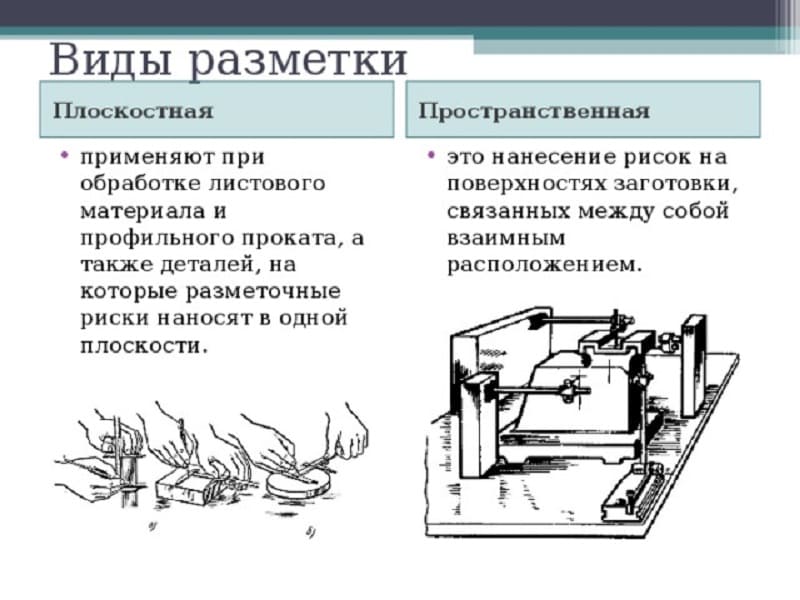
| Разметка — операция, при которой на изготовляемую (или ремонтируемую) деталь наносят контурные линии (риски и углубления), определяющие границы обработки. Разметка называется плоскостной, когда все ее линии лежат в одной плоскости, и пространственной, когда линии разметки наносятся в разных плоскостях. Для выполнения разметки необходимо иметь разметочную плиту и набор специальных инструментов и принадлежностей, в том числе: плиту угловую (установочный угольник), призмы, измерительные угольники, штангенрейсмас с принадлежностями или рейсмас обыкновенный, т. е. штатив с чертилкой, штангенциркуль с двухсторонними губками, штангенциркуль с односторонними губками, линейку измерительную, кронциркуль и нутромер, угломер, разметочный циркуль, кернер, винтовые домкратики, чертилку, плоские, призматические и клиновидные подкладки, молоток, струбцины. Для особо точных разметочных работ применяются также измерительные (плоскопараллельные) концевые плитки. |
|
|
Видео
Применение
С помощью керна можно делать наметку на любых поверхностях. Целесообразно использовать его при работе с гладкими материалами. Это кафель, полированные поверхности. Чаще всего его применяют при сверлении металла. Поэтому керно чаще относят к слесарным инструментам.
Активно используют его и каменщики. Для этого созданы специальные кернеры каменщиков. Они мало чем отличаются от слесарных. Часто их окрашивают порошковой краской в яркий цвет, чтобы легче было найти в случае утери.
Применяют керно и для того, чтобы линии обработки стали заметными. Для этого нанесённую разметку проходят частыми кернами, делая её пунктирной.
Инструменты для плоскостной маркировки
Работы необходимо выполнять на ровной и удобной поверхности. Для этой цели применяют разметочные столы:
- древесные;
- железные.
Ключевые условия к качеству и конструкции столов:
- Крепость и стойкость.Для обеспечения прочности ножки стола соединяются горизонтальными брусьями. Масштабные разметочные плиты рекомендуется ставить на домкратах.
- Достаточная площадь поверхности для работы.Обычные столы имеют размеры: длина 2000–3000 мм; ширина 4000–5000 мм; высота 700–1000 мм. Поверхностную площадь стола должна подходить габаритам листов, лент, полос материала.
- Удобство.Столы оснащаются разными устройствами:
- грузами для фиксирования листов легкого материала;
- призмами для установки труб;
- струбцинами для закрепления листов металла;
- прямоугольными и клиновидными прокладками для установки профилей и остальных деталей.
Место работы должно быть гарантировано всеми нужными для плоскостной маркировки инструментами. В таблице приведен список нужных инструментов и определенные советы по работе с ними.
| Инструмент | Функция | Требования к конструкции | Советы по применению | ||
| Чертилка | вычерчивание размеченных линий на заготовках | · тонкий стержень из стали; · один конец затачивается под 45 градусов, второй – согнут в кольцо; · острый конец закаливают | · для получения тонких рисок острие должно быть твёрдое и острое; · чертилку во время работы отклоняют от линейки по направлению ее перемещения, она должна регулярно острием прижиматься к линейке | ||
| Очертка | нанесение контуров, параллельных кромкам листа | · материал: медь или сталь; · наличие в рабочей части графитового карандаша | Рейсмус | · проверка расположения заготовок; · проведение параллельных рисок | · стойка с зафиксированной на нужной высоте чертилкой; · высота фиксации отмеряется угольником |
| Кернер | · построение центров окружностей или отверстий; · нанесение лунок на разметочные линии | · материал — твердая сталь; · размеры: диаметр 8-13 мм, длина 90-150 мм; · конец затачивается под 60 градусов; · бывают ручные и автоматические (выставляют отметки одинакового размера) | для работы автоматического кернера удар молотком не требуется | ||
| Слесарный молоток | ударный инструмент для накернивания | применяют молотки весом 50 — 200 г | работа выполняется легкими движениями, сообщаемыми изгибом кисти «от плеча» | ||
| Угольники | · построение и контроль углов; · восстановление перпендикуляров | предпочтительный материал — металл | · целесообразно иметь угольники с углами 30, 45, 60 градусов; · угольник с полкой используется для проверки корректности размещения деталей на плите | ||
| Транспортир с угломером | разметка углов и проверка сопряжения рисок | предпочтительный материал — металл | зафиксировать положение можно шарнирным винтом | ||
| Циркуль | · построение окружностей, дуг; · перенос размеров с линейки на заготовки | ножки циркуля рекомендуется закалить | острие циркуля устанавливается строго в накерненную лунку | ||
| Разметочная плита | · служит рабочей поверхностью; · используется для хранения оборудования | · располагается горизонтально; · должна быть чистой и сухой | размещается на тумбах, подставках с ящиками, столах | ||
| Шаблоны, трафареты | упрощение и ускорение разметки однотипных деталей | долговечны стальные шаблоны | обеспечить плотное прилегание шаблона к заготовке | ||
| Тиски | инструмент для закрепления мелких деталей | обеспечение плавности усилий при затяжке | при тонких работах рекомендуется мелкий шаг, при грубом зажиме – широкий |
Разметочные плиты
Разметочные плиты имеют ребристую конструкцию, что придает им жесткость при сравнительно небольшом весе.
Рабочие поверхности разметочных плит должны быть точно обработаны. Во избежание деформаций плит в процессе их эксплуатации отливки между черновой и чистовой обработкой подвергают старению (выдержке на воздухе длительное время).
На верхней поверхности разметочной плиты (рис. 1, а), при отсутствии станочных пазов, прострагивают продольные и поперечные канавки глубиной и шириной 1-2 мм так, чтобы вся поверхность плиты оказалась разделенной на квадратные участки.
Большие разметочные плиты устанавливают на специальных подставках (тумбах) с выдвижными ящиками для хранения инструмента. Разметочные плиты малых размеров помещаются на деревянных подставках и устанавливают непосредственно на верстаках.
Высота от пола до рабочей поверхности разметочной плиты малых или средних размеров составляет 800–900 мм, а плиты больших размеров – 700 мм.
Разметочная плита должна иметь свободное пространство для обхода и для возможности работать с любой стороны.
Проверку плоскостности разметочных плит осуществляют с помощью точной проверочной линейки и щупа. Для этого линейку накладывают своей рабочей поверхностью на рабочую поверхность разметочной плиты. Зазоры между этими поверхностями контролируют щупом. Толщина щупа, который проходит в щель между линейкой и разметочной плитой, не должна превышать 0,03–0,05 мм.
Правильность рабочих поверхностей шабреных разметочных плит (рис. 1, б), предназначенных для точной разметки и поверочных работ, проверяют на краску поверочной линейкой. Число пятен в квадрате 25х25 мм должно быть не меньше 12.

Рис. 1. Разметочные плиты
Что нужно знать о кернере
Выбирая керно нужно помнить несколько важных моментов об этом виде приборов.
Во-первых, совершенно не имеет значения какая форма сечения у стержня инструмента.
Гораздо важнее обратить внимание на другие его характеристики. Во-вторых, покупать прибор следует ориентируясь на диаметр и вид сверла совместно с которым он будет использоваться
Во-вторых, покупать прибор следует ориентируясь на диаметр и вид сверла совместно с которым он будет использоваться.
В-третьих, если планируется использовать кернер при работе с мягкими металлами, лучше выбрать такой, в котором угол заточки меньше и наоборот.
Нанесение рисок
Стандарт регламентирует порядок нанесения разметочных линий:
- горизонтальные;
- вертикальные;
- наклонные;
- криволинейные.
Нанесение криволинейных элементов после прямолинейных дает еще одну возможность проверить их точность. Дуги должны замыкать прямые, сопряжение должно быть гладким.

Прямые риски проводят хорошо заточенной чертилкой, без отрыва за один прием. Чертилку при этом наклоняют в сторону от линейки или угольника, чтобы не вносить искажений.

Параллельные прямые чертят, используя угольник и перемещая его вдоль опорной линейки на требуемую дистанцию.
Если в заготовке уже есть отверстия, то для привязки разметочный линий к ним применяют специальный инструмент — центроискатель.

Для того чтобы разметить наклонные линии, используют разметочный транспортир с шарнирной линейкой, закрепленной в его нулевой точке.

Для особо точной разметки в слесарном деле применяют штангенциркули. Они позволяют измерять расстояния и процарапывать риски с точностью до сотых долей миллиметра.
Что представляет собой разметочная операция?
Сразу следует определиться, что разметка – это не обязательно фиксация расстояния от одной точки до другой при устройстве той или иной конструкции. По мере усложнения производственных и строительных нормативов повышается и технологичность разметочных процессов. В ходе этого действия мастер на стройплощадке или оператор на производственной линии может определять параметры заготовки, характеристики ее расположения относительно других объектов и т. д. Современный инструмент для разметки позволяет фиксировать такие показатели, как длина, ширина, высота и угол. Некоторые модели типа угольников также ориентированы на изначальное определение, насколько объект, его параметры или расположение соответствуют требованиям. Что касается разметочного процесса, то он в основном предполагает ручное обращение с измерительными и меточными приспособлениями. От пользователя, в свою очередь, требуется внимательность, аккуратность и тщательность в снятии и фиксации данных.
Разметка. Нанесение разметки на заготовку или деталь
Разметкой называют операцию нанесения на обрабатываемую заготовку или ремонтируемую деталь линий (так называемых разметочных рисок), определяющих контуры детали или места, подлежащие обработке.
Разметку деталей применяют преимущественно в мелкосерийном производстве деталей и при проведении слесарных ремонтных работ.
Для производства разнообразных разметочных работ слесарь должен располагать специальными измерительными и разметочными инструментами (линейки, рейсмасы, чертилки, кернеры и др.).
Для установки, выверки и закрепления размечаемых деталей используют набор специальных приспособлений ( подкладки, призмы, угольники и пр.).
Разметку производят на разметочных плитах, на которых и располагают все приспособления и инструмент.
Разметочные плиты
Разметочные плиты имеют ребристую конструкцию, что придает им жесткость при сравнительно небольшом весе.
Рабочие поверхности разметочных плит должны быть точно обработаны. Во избежание деформаций плит в процессе их эксплуатации отливки между черновой и чистовой обработкой подвергают старению (выдержке на воздухе длительное время).
На верхней поверхности разметочной плиты (рис. 1, а), при отсутствии станочных пазов, прострагивают продольные и поперечные канавки глубиной и шириной 1-2 мм так, чтобы вся поверхность плиты оказалась разделенной на квадратные участки.
Большие разметочные плиты устанавливают на специальных подставках (тумбах) с выдвижными ящиками для хранения инструмента. Разметочные плиты малых размеров помещаются на деревянных подставках и устанавливают непосредственно на верстаках.
Высота от пола до рабочей поверхности разметочной плиты малых или средних размеров составляет 800–900 мм, а плиты больших размеров – 700 мм.
Разметочная плита должна иметь свободное пространство для обхода и для возможности работать с любой стороны.
Проверку плоскостности разметочных плит осуществляют с помощью точной проверочной линейки и щупа. Для этого линейку накладывают своей рабочей поверхностью на рабочую поверхность разметочной плиты. Зазоры между этими поверхностями контролируют щупом. Толщина щупа, который проходит в щель между линейкой и разметочной плитой, не должна превышать 0,03–0,05 мм.
Правильность рабочих поверхностей шабреных разметочных плит (рис. 1, б), предназначенных для точной разметки и поверочных работ, проверяют на краску поверочной линейкой. Число пятен в квадрате 25х25 мм должно быть не меньше 12.
Рис. 1. Разметочные плиты
Оснастка
Для того чтобы установить деталь на рабочей плоскости разметочной плиты, применяют опорные подкладки, призмы, домкраты, специальные приспособления, кубики и угольники, располагающие точно обработанными призматическими и вертикальными поверхностями, перпендикулярными к поверхности плиты. Подкладки используют также для предохранения рабочей поверхности разметочной плиты от повреждения необработанными (черными) поверхностями размечаемых деталей.
Подкладки плоские (рис. 2, а) и призматические (рис. 3) располагают непосредственно на рабочей поверхности разметочной плиты.
Рис. 2. Подкладки для установки детали на разметочной плите
Рис. 3. Призма (а) и угольник (б) для установки деталей
Детали, имеющие плоское основание, плоский торец или три опоры, разнесенные на максимальное расстояние по габариту детали, необходимо устанавливать для разметки на трех подкладках, подобранных по высоте.
Если необходимо деталь ориентировать в горизонтальной плоскости, то подбирают подкладки или набор подкладок под опоры, при которых деталь займет горизонтальное положение. В этом случае удобно также использовать регулируемые по высоте подкладки. На рис.
2, б показана регулируемая подкладка, которая регулируется по высоте вращением винта 1, который перемещает клин 2 по клину 3. На боковой поверхности нижнего клина нанесена шкала, которая позволяет более точно устанавливать высоту подкладки.
Цилиндрические детали помещают на призматических подкладках с треугольными вырезами (рис. 3, а). В наборе вспомогательных инструментов обычно имеется несколько таких подкладок с одинаковыми вырезами.
Для удобства разметки деталь может быть закреплена на угольнике (рис. 3, б), установленном на разметочной плите. На полках угольника имеются сквозные отверстия, через которые деталь можно крепить к угольнику.
Приемы плоскостной разметки
Обязательное условие правильного нанесения разметки на плоские поверхности – качественная их подготовка. Порядок подготовки:
- С помощью стальных щеток удалить с поверхности заготовки загрязнения, окалину, следы коррозии.
- Проверить заготовочный материал на наличие дефектов: раковин, трещин, вздутий.
- При выявлении дефектов следует их измерить и предпринять меры по их удалению.
- Если удалить дефекты не возможно, то следует составить план разметки так, чтобы они были удалены с поверхности в ходе обработки.

Перед выполнением плоскостной разметки, рекомендуется:
- Проанализировать чертеж детали, ее назначение, характеристики и размеры.
- Разработать план разметки.
- По справочникам определить припуски на обработку.
- Окрасить поверхность.
Целью окрашивания является обеспечение отчетливости наносимых рисок. При окрашивании небольшой детали, ее держат под наклоном в левой руке. Малярной кистью тонко, перекрестными движениями, наносят краску. Большие заготовки окрашиваются с помощью валика или пульверизатора.
Рекомендации по окрашиванию приведены в таблице.
| Тип поверхности | Окрашивающие средства |
| любые типы поверхностей, кроме горячекатаной стали и цветных металлов | быстросохнущие водоэмульсионные краски, спиртовые лаки |
| заготовки из чугуна или стали | медный купорос: · в кусках; · раствор (3 чайные ложки на 200 г воды) |
| необработанные заготовки черного цвета | раствор мела в воде (консистенция густого молока) с добавкой сиккатива или льняного масла |
Применяемая техника нанесения плоскостной разметки зависит от ее назначения, материала, на который наносятся линии, формы размечаемых деталей.
Разметочные работы могут выполняться:
- по чертежу – все элементы детали переносятся с чертежа на материал;
- по шаблону – контуры детали очерчиваются на материале по контурам заранее изготовленного лекала, шаблона или трафарета;
- по образцу – применяется, когда отсутствует чертеж и шаблон, размеры снимаются с образца заменяемой детали;
- по месту – осуществляется при сборке или подгонке по размеру сборочных единиц габаритных деталей.
Если при работе используется чертеж, то порядок выполнения разметки следующий:
- Тщательно изучить чертеж, выяснить материал детали и процесс ее изготовления.
- Установить методы и порядок нанесения на материал линий и кернов.
- Размеры, приведенные на чертеже, следует откладывать с помощью специальных инструментов для разметки и измерительных приборов. Не рекомендуется с чертежа переносить размеры циркулем, даже если чертеж выполнен в масштабе 1:1. Это обусловлено тем, что размеры бумаги, на которую нанесен чертеж, при высыхании могут измениться.
- Установить базу, от которой будет вестись разметка. В качестве базы могут быть:
- кромки размечаемого материала;
- ранее нанесенные линии, например, осевые, центровые.
- Порядок вычерчивания линий:
- в горизонтальном направлении;
- в вертикальном направлении;
- дуги, скругления, окружности;
- наклонные линии.
- Накернить линии.
- Проверить наличие всех линий с чертежа на размечаемой поверхности.



Приемы качественного нанесения разметки:
- Отметки на заготовках из стали наносятся чертилкой. На листах из сплавов на основе алюминия все внутренние линии, для избежания повреждения покрытия, прочерчиваются карандашом, линии контура — чертилкой. Для чистоты линия проводится один раз. Если риска проведена плохо, то это место следует закрасить, дать высохнуть и прочертить линию снова.
- При работе с кернером, левой рукой его устанавливают заостренным концом точно в необходимое место, наклонив от себя и прижав к намечаемому месту. После кернер следует быстрым движением привести в вертикальную позицию и слегка ударить слесарным молотком.Нанося кернение, следует учитывать нюансы:
- центры кернеров должны располагаться четко на линиях, так чтобы после операций обработки на заготовках осталась половина лунки;
- обязательно следует накернивать места пересечения рисок и скруглений;
- на коротких рисках лунки делают через каждые 5-10 мм, а на длинных – 20-100 мм;
- окружность накернивают в месте пересечения осей;
- на обработанной поверхности лунки проставляются на концах рисок;
- на чистообработанных поверхностях линии не накернивают, они продлеваются до боковых граней, где и ставятся лунки.
- Перпендикулярные линии наносятся при помощи угольника. Заготовку располагают в углу плиты рабочего стола, фиксируют грузом. Чтобы разметить первую линию, полку угольника надо приложить к боковой поверхности плиты. Затем угольник перемещают к перпендикулярной поверхности и вычерчивают вторую линию.
- Нанося разметку по шаблону необходимо использовать правильно заточенную чертилку. Ее следует установить так, чтобы образующая конуса плавно перемещалась по контурным линиям шаблона. На точность работ оказывают влияние условия прилегания шаблона к поверхности.
- При разметке по образцу все размеры переносятся с отработанной детали на заготовку. Перед началом работы она проверяется на достаточность припусков, отверстия в заготовке закрываются центровыми пробками. Далее последовательность действий такая:
- установить заготовку на плите рядом с деталью, при этом необходимо учитывать равномерность распределения на заготовке припусков;
- постепенно перенести все размеры с детали на заготовку;
- синхронно меняя положения заготовки и детали, рейсмусом переносить все размеры;
- контролировать с помощью угольника по линиям, нанесенным в предыдущем положении, соответствие установки детали и заготовки;
- закончить разметку следует накерниванием рисок.
Приемы разметки
В слесарном деле применяют следующие приемы:
- По шаблону. Используется в случае мелкосерийного производства. Шаблон изготавливают из металлопроката, всю партию размечают (или даже обрабатывают) через единожды размеченные прорези и отверстия в этом листе. Для деталей сложной формы может быть сделано несколько шаблонов для разных плоскостей.
- По образцу. Размеры переносят с детали — образца. Применяется при изготовлении новой детали взамен сломанной.
- По месту. Используется при производстве сложных многокомпонентных изделий и конструкций. Заготовки размещаются на плоскости или в пространстве в том порядке, в котором они входят в конечное изделие и размечаются совместно.
- Карандашом (или маркером). Используется для заготовок из сплавов алюминия, чтобы чертилка не разрушала пассированный защитный слой.
- Точная. Делается теми же методами, но применяются измерительные и разметочные инструменты особой точности.

Приемы выполнения разметки металлических деталей
Выбор приемов проводят в соответствии с конструкторскими и технологическими указаниями.